Współczesne nowe pojazdy energetyczne stopniowo pracują w procesie projektowania, którego siatka rogu samochodu jest jedną z nich, tradycyjna metalowa siatka rogu samochodowego ma szorstkie wymagania dotyczące wyglądu, a wymagania siatki nie są zbyt surowe, więc przetworzona siatka jest stosunkowo duża, odstępy jest szerokie, proces ten ma niskie koszty przetwarzania, szybką prędkość, proste aranżacje personelu, jest to niekorzystne, że MESH jest łatwiejsze, nie jest łatwe. Wysoki koszt pleśni sprawia, że wielu producentów przetwarzania czeka, aż śliwka wygasi pragnienie.
.Proces trawieniaPrzyjmuje metodę przetwarzania płynów chemicznych, która może łączyć zalety stemplowania i lasera oraz przetwarzać ultracienne materiały z jednolitą siatką, bez nur, bez zwijania i pionowej ściany otworu. Złożony kształt produktów netto w rogu samochodu można również wytrawić bez dodatkowych kosztów, gładkich i jednolitych bez burr, a płaskość jest utrzymywana poniżej 0,02.
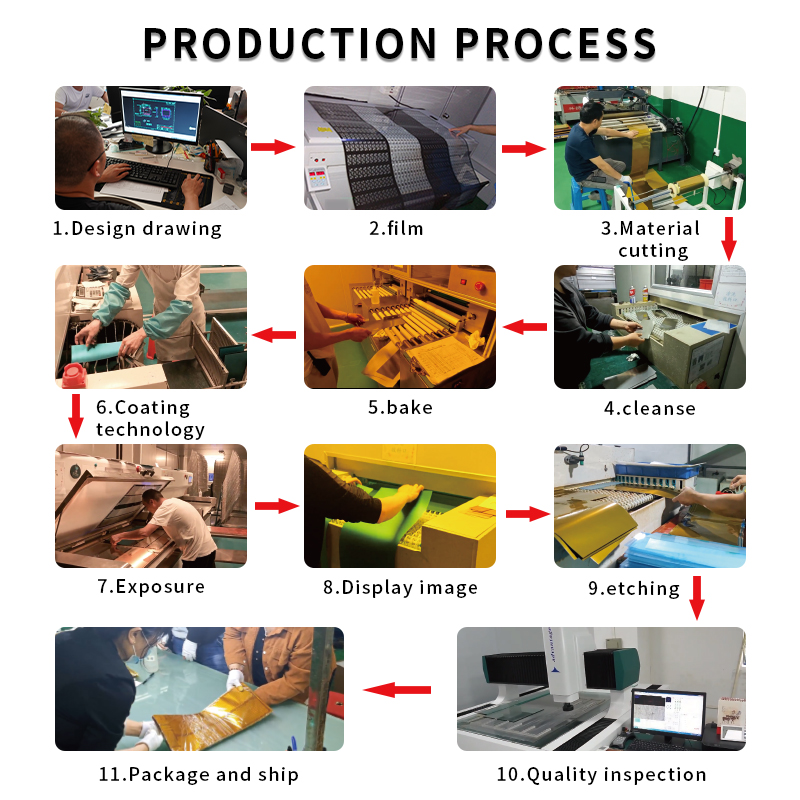
Pierwszym krokiem do określenia materiału, stal nierdzewna jest jednym z powszechnie używanych materiałów, ze względu na jego dobrą odporność na korozję i wytrzymałość, odpowiednią do produkcji pokrywy siatki w rogu samochodu. Podczas wykonywania pokrywki sieci w klaksonach, metalowy podłoże należy najpierw dokładnie wyczyścić, aby usunąć olej i zanieczyszczenia na powierzchni i zapewnić jakość kolejnego procesu. Kolejnym krokiem jest zastosowanie atramentu światłoczułego, po oczyszczeniu podłoża, warstwa światłoczułych atramentów musi zostać równomiernie nałożona na powierzchnię metalową, która zahartowuje się podczas procesu ekspozycji w celu utworzenia warstwy ochronnej. Kolejnym krokiem jest ekspozycja, w której zaprojektowana folia jest umieszczana po obu stronach metalu pokrytych światłoczułym atramentem i eksponowany przez światło ultrafioletowe, tak że wzór na folii jest przenoszony na metalową powierzchnię. Po ekspozycji opracowano metalową płytkę i usunięto niezarteczny atrament światłoczuły, odsłaniając podstawową część metalową i przygotowując ją do trawienia.
Następnie pojawia się korozja chemiczna, która wykorzystuje specyficzny roztwór trawienia chemicznego w celu wytrawiania odsłoniętej części metalu w celu utworzenia pożądanego wzoru siatki. Proces ten osiąga wysoką precyzję i pozwala uniknąć wady lasera lub stemplowania. Zazwyczaj jest to ukończone profesjonalnym sprzętem do trawienia, a cały cykl procesu dowodu wynosi około 5 do 7 dni. Ostateczny proces szlifowania i opryskiwania: po zakończeniuakwaforta, konieczne jest wypolerowanie pokrywy siatki w celu usunięcia burr i poprawy jakości wyglądu; Następnie jest spryskiwany w celu zwiększenia odporności na korozję i estetykę.
Wraz z postępem nauki i technologii proces produkcji osłony siatki głośnikowej rozwija się w kierunku wyższej precyzji, lżejszej masy i lepszego wyglądu.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик